đồ án công nghệ chế tạo máy 2

do an cong nghe che tao may 2 doc
Ngày tải lên :
27/06/2014, 16:20
...
5
27
±0.65
Phay thô 12 0 .21 3. 825 22
+0 .21
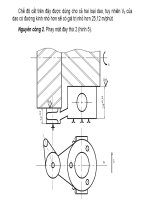
• Sơ đồ gá dặt :
• Định vị :
- Dùng phiến tỳ định vị mặt đầu II se khống chế được 3 bậc tự do
- Dùng chốt trụ ngắn định vị mặt trụ trong IX (Ф 52) ... TRA
BẢNG :
2: nguyên công 2 : khoét doa mặt IX (tạo lỗ 51
±0,046
)
Máy gia công : máy khoan cần 2H55
Dụng cụ cắt : mũi khoét thô gắn mảnh hợp kim cứng
Mũi 1: d= 47mm l= 90m l =22 mm
Chu kỳ ... dễ dàng thuận tiện
Đồ gá được chọn là đồ gá chuyên nghiệp nguyên công 4 khoan doa mặt VII
8 .2 nội dung công việc khi thiết kế đồ gá
1. tính toán sai số chế tạo cho phép của đồ gá khoan
• Định...
- 43
- 938
- 2

Tài liệu đồ án công nghệ chế tạo máy, chương 2 ppt
Ngày tải lên :
21/01/2014, 18:20
... hộp bánh
răng thay thế của các máy công cụ để điều chỉnh sự
ăn khớp giũa bánh răng trung gian với cặp bánh răng
thay thế để khử độ rơ của cặp bánh thay thế khi thay
đổi tỉ số truyền.
2. 2 Điều ... = 2, 5.
+ Rãnh
Φ = 9 mm đòi hỏi Rz = 20 .
+ Các bề mặt đầu của lỗ có độ nhám Rz = 20
+ Các bề mặt còn lại không gia công có Rz = 80
+ Các kích thước còn lại chế tạo theo cấp chính
xác ±
15
2
IT
... tiết
mà ta thiết kế đồ gá chuyên dùng hay đồ gá vạn năng.
CHƯƠNG 2 – PHÂN TÍCH CHI TIẾT GIA CÔNG
2. 1 Công dụng của chi tiết:
Đây là chi tiết dạng càng, công dụng của nó là điều
khiển hoạt động...
- 5
- 602
- 2


đồ án công nghệ chế tạo máy - giá dẫn hướng, chương 2 pot
Ngày tải lên :
03/07/2014, 05:20
... cán.
Xác định loại và phương pháp chế tạo phôi phải nhằm
mục đích bảo đảm hiệu quả kinh tế – kỹ thuật chung của quy
trình chế tạo chi tiết, đồng thời tổng phí tổn chế tạo chi tiết kể
từ công ... độ chính xác phôi cán có thể đạt từ 9
12. Phôi
cán được dùng hợp lý trong trường hợp sau khi cán không cần
phải gia công cơ tiếp theo, điều đó đặc biệt quan trọng khi
chế tạo các chi tiết bằng ... công tiếp theo
Phương pháp chế tạo phôi:
Trong đúc phôi có những phương pháp sau:
1. Đúc trong khuôn cát –mẫu gỗ
Chương 2:
CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO
PHÔI
3.1 Dạng phôi:
Trong gia công...
- 7
- 1.5K
- 21















- hướng dẫn thiết kế đồ án công nghệ chế tạo máy
- tài liệu đồ án công nghệ chế tạo máy
- đồ án công nghệ chế tạo máy hộp giảm tốc
- tổng hợp các đồ án công nghệ chế tạo máy
- tổng hợp đồ án công nghệ chế tạo máy
- download thiết kế đồ án công nghệ chế tạo máy
- sách thiết kế đồ án công nghệ chế tạo máy
- thiết kế đồ án công nghệ chế tạo máy
- đồ án công nghệ chế tạo máy dạng bạc
Tìm thêm:
- hệ việt nam nhật bản và sức hấp dẫn của tiếng nhật tại việt nam
- xác định các mục tiêu của chương trình
- xác định các nguyên tắc biên soạn
- khảo sát các chuẩn giảng dạy tiếng nhật từ góc độ lí thuyết và thực tiễn
- khảo sát chương trình đào tạo của các đơn vị đào tạo tại nhật bản
- khảo sát chương trình đào tạo gắn với các giáo trình cụ thể
- xác định thời lượng học về mặt lí thuyết và thực tế
- tiến hành xây dựng chương trình đào tạo dành cho đối tượng không chuyên ngữ tại việt nam
- điều tra đối với đối tượng giảng viên và đối tượng quản lí
- điều tra với đối tượng sinh viên học tiếng nhật không chuyên ngữ1
- khảo sát thực tế giảng dạy tiếng nhật không chuyên ngữ tại việt nam
- khảo sát các chương trình đào tạo theo những bộ giáo trình tiêu biểu
- nội dung cụ thể cho từng kĩ năng ở từng cấp độ
- xác định mức độ đáp ứng về văn hoá và chuyên môn trong ct
- phát huy những thành tựu công nghệ mới nhất được áp dụng vào công tác dạy và học ngoại ngữ
- mở máy động cơ lồng sóc
- mở máy động cơ rôto dây quấn
- các đặc tính của động cơ điện không đồng bộ
- hệ số công suất cosp fi p2
- đặc tuyến hiệu suất h fi p2