do an che tao may chi tiet dang truc


đồ án công nghệ chế tạo máy - chi tiết dạng càng
Ngày tải lên :
20/06/2014, 16:37
...
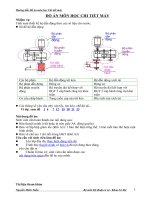
quan giữa phôi và dụng cụ cắt, đồng thời kẹp chặt phôi để cố định vị trí trong suốt quá
trình khoan và doa. Đồ gá khoan hạn chế cả 6 bậc tự do của chi tiết để xác định đúng
lỗ tâm của chi ... 0,1
K–hệ số an toàn
d–khoảng cách từ tâm mũi khoan đến tâm lực kẹp P
Hệ số an toàn K
Theo [1, trang 126, công thức 2.62]: K = K
0
.K
1
.K
2
.K
3
.K
4
.K
5
.K
6
Trong đó:
K
0
– hệ số an toàn cho ... số không gian còn lại sau bước khoét tinh
ρ
2
= 0,04
×
ρ
0
=0.04
×
851 = 34
µ
m
+ Sai số không gian còn lại sau bước doa
ρ
3
= 0,02
×
ρ
0
=0.03
×
851 = 17
µ
m
23
trang -
trang -
23
23
-
-
Đồ...
- 44
- 9.8K
- 28



công nghệ chế tạo máy- chi tiết dạng càng vênh
Ngày tải lên :
15/09/2014, 17:43
... :
T
tc
- Thời gian từng chi c (thời gian nguyên công).
T
o
- Thời gian cơ bản ( thời gian cần thiết để biến đổi trực tiếp hình
dạng, kích thớc và tính chất cơ lí của chi tiết; thời gian này có thể ... + T
03
+ T
04
Trong đó T
01
là thời gian cơ bản cho khoan.
T
02
là thời gian cơ bản cho khoét.
T
03
là thời gian cơ bản cho doa.
Thời gian cơ bản cho khoan đợc xác định theo công thức sau:
T
01
... bản cho doa.
Thời gian cơ bản cho khoan đợc xác định theo công thức sau:
T
01
=
nS
LLL
.
21
++
.i (phút).
với: L: chi u dài bề mặt gia công (mm).
L
1
: Chi u dài ăn dao (mm).
L
2
: Chi u dài...
- 27
- 1.1K
- 6

đồ án công nghệ chế tạo máy - chi tiết bạc giữ dầu
Ngày tải lên :
21/06/2014, 12:18
...
Rz20.
Bc 4 : Doa thụ lụ ỉ8, at kich thc ỉ7,930.084 at ụ nham Ra3.2.
Bc 4 : Doa tinh lụ ỉ8, at kich thc ỉ8+0.022 at ụ nham Ra2.5.
Chon may : May khoan cõn 2A55
- Cụng suõt õu khoan 4,5 kw
- Moment ... mm/v.
Theo may chon S=0,2 mm/v.
- Vaọn tục khi khoan:
v
v v
z
v.
v
y
m
C D
V= K (m/p)
T .t .S
x
Theo bang (3-3) C
v
=14,7 ; Z
v
= 0.25 ; X
v
=0 ; Y
v
=0.55 ; m=0.125
Bang (4-3): T =35
Bang (5-3): ... kgm
- Lc doc tru ln nhõt 2000kg
Chuõn va ụ ga.
- Lụ ỉ95 kh 2 bõc t do.
- Mt õu ỉ146 kh 3 bõc t do.
- ụ ga chuyờn dung.
- Dung cu o:Thửụực caởp 1/50 vaứ calip.
Dung cu ct.
- Mui khoan ruụt ga...
- 48
- 1.9K
- 5

Đồ án công nghệ chế tạo máy chi tiết càng lắc
Ngày tải lên :
24/07/2014, 10:49
... cụ
t (mm)
S
(mm/phút)
V
(m/phút)
n
(vg/phút)
NC 6: Khoét doa lỗ 8
Máy khoan 2H125
1
Khoét ∅23,8
P18
1,4 0,8 37,96
508
2
0,1 2,2 6,78
90Doa ∅24 P18
... O MÁY -
6. - PHAN MINH
THANH
7. -
8. DUNG SAI - - ... Tính toán:
: khe h ln nht gia l bc Ø30, chi u sâu l l = 53mm và
cht tr ngn.
-
: khe h ln nht gia l sut Ø16, chi u sâu l l = 20mm và cht trám.
:...
- 44
- 5.4K
- 16


Công nghệ chế tạo máy - Chi tiết Bạc đỡ
Ngày tải lên :
05/12/2012, 11:05
... Khoan, doa thô, doa
tinh.
1.2. Chọn máy: Thực hiện trên máy khoan đứng: 2H118
Công suất máy: N = 1,5(Kw).
1.3. Chọn dao:
Chọn dao khoan và dao doa có phần cắt gắn mảnh hợp kim cứng.
- Dao khoan ... 21
+0,021
và Ra=2,5. Do vậy ở đây ta phải dùng ph-
ơng pháp gia công lần cuối là phơngpháp doa tinh.
Vậy phơng pháp gia công thực hiện trớc doa tinh là: Khoan, khoét, doa thô, doa
tinh.
Kích thớc ... nghệ là:
- Khoan:18.
- Khoét:20,75.
- Doa thô:20,93.
- Doa tinh: 21
+0,021
.
1.5. Chế độ cắt.
1.5.1. Khoan
18:
ã Chi u sâu cắt: t =
)(9
2
18
mm=
.
ã Lợng chạy dao: Theo bảng 5-89 trang 86(Sổ tay...
- 47
- 3.3K
- 25



Do an chế tạo máy
Ngày tải lên :
10/03/2014, 13:58
... 5,1(
21
dda
+≥
Bộ truyền quay với vận tốc khá nhanh,bánh nhỏ có v=716 (v/p) nên ta lấy chỉ số
nhỏ
mmdda 1176)560224.(5,1)).(2 5,1(
21
=+=+≥
2.4 Chi u dài dây đai.
Chi u dài dây đai được tính theo công ... theo tiêu chuẩn b=50 (mm)
Theo bảng 21.16 chọn chi u rộng bánh đai B=63 (mm)
2.8 Xác định lực căng ban đầu và lực tác dung lên trục.
Lực căng ban đầu của đai được xác định theo công thức 4.12[1] ... tiêu về khả năng kéo của
đai.theo công thức 4.8[1]
][
Fdt
kFbA
σδ
==
Trong đó:
δ
,b
:là chi u rộng và chi u dây đai
đ
k
:hệ số tải trọng động
t
F
:lực vòng
+Lực vòng
t
F
được xác định từ công...
- 12
- 624
- 0

ĐỒ ÁN CHẾ TẠO MÁY- DO AN THANG MAY
Ngày tải lên :
06/05/2014, 14:49
... pháp lưu thông
VI :TÍNH KẾT CẤU CỦA CÁC CHI TIẾT
3. Các chi tiết khác
Nắp quan sát:
Theo Bảng 18-5(trang 92-Tập 2:HDĐCK)
Bảng kích thước nắp quan sát
A B A
1
B
1
C C
1
K R Vít Số
lượng
100 ... β - hệ số kể đến sự giảm nhiệt sinh ra trong 1 đơn vị thời gian do làm
việc ngắt quảng hoặc do tải trọng làm việc giảm so với tải danh nghĩa Q :
.
1 1
1,639
/ 1 0,2 0,7 0,5 0,2 0,3
ck
i i ck ... Trang 26
a
F
d
qt
S
1
M
d
S
2
Q=M
cb
+Q
0
F
c
qt
S
1
a
F
d
qt
F
d
qt
M
d
v
a
Đồ án môn học : Thiết kế máy GVHD : Trần Đình Sơn
LỜI MỞ ĐẦU
Chương 1: Tổng quan về thang máy
1.1.Giới thiệu về thang...
- 51
- 950
- 10
huong dan do an che tao may pot
Ngày tải lên :
27/06/2014, 09:20
... hợp như vậy do khoảng cách trục bằng nhau mà mômen xoắn cần truyền ở
cấp chậm lớn hơn ở cấp nhanh nên nếu tính như bình thường (cấp nhanh tính trước) cấp
chậm chắc chắn không đủ bền. Do vậy để ... hệ
truyền động bánh răng.
Kí
hiệu
Bộ truyền cấp nhanh
Bánh
răng nhỏ
Bánh
răng lớn
Modul.
Số răng.
Hệ số chi u rộng vành răng
Chi u rộng vành răng.
Đờng kính chia.
Đờng kính lăn.
Đờng kính đỉnh răng.
Đờng ... môn học Chi tiết máy
* Thường sử dụng then bằng (bảng 9.1.a) hoặc then bằng cao (bảng 9.1.b) khi cần tăng
độ bền dập. Trường hợp tải lớn có thể dùng then hoa.
* Kích thước chi u rộng và chi u...
- 76
- 443
- 0

đồ án chế tạo máy giá dẫn hướng
Ngày tải lên :
15/09/2014, 18:01
... Máy phay ngang
2. Khoét - doa 4 1+ 9 Máy khoan
3. Phay 6 + 7 + 8 1+ 4 Máy phay ngang
4. Khoan-khoét-doa 5 1+ 4 Máy khoan
5. Phay 12 + 13 4 + 5 Máy phay
6. Khoan- doa 11 1+ 4 + 5 Máy khoan
7. Phay ... dư khoan- khoét – doa
Lượng dư khoan:
Bước 1: khoan với φ 10
Bước 2: khoan với φ 14
Lượng dư khoét: z = 0,4
Lượng dư doa : z = 0,1
5.2.4. Lượng dư phay 2 mặt 12 & 13 trước khi khoan: 2Z ... 1,041
Khoan-
khoét-doa
Khoan
φ10
P18 5 0,4 28 750 0,084
Khoan
φ14
P18 2 0,7 28 530 0,062
Khoét P18 0,4 0,55 24,6 530 0,08
Doa P18 0,1 1,9 6,6 140 0,1
Phay Phay P18 7,84 0,23 47,1 150 0,97
Khoan- doa
Khoan
Doa
P18
7,5
0,5
0,32
1,9
35.3
6,6
750
140
0,1
0,1
Phay...
- 35
- 1.6K
- 17



Đề tài: Chế tạo máy với việc lập quy trình công nghệ gia công chi tiết dạng trục docx
Ngày tải lên :
22/03/2014, 12:20
... 1000
D n
m ph= =
Thời gian cơ ban của bước khoan tâm :
1
25 2,5
0,55( út)
. 0,2.250
L L
T ph
S n
+ +
= = =
.
Trong đó: L
1
là khoảng cách vào khoan.
L là chi u dài khoan.
S là lượng chạy dao.
n ... khe hở nhỏ hơn chi u cao của phôi làm cho chi u cao của
phôi giảm chi u dài, chi u rộng của phôi tăng.
+ Ưu điểm:
- Nâng cao chất lượng của phôi về cơ tính.
- Năng suất đạt được cao do có tính liên ... -
Chương 1:
PHÂN TÍCH ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT GIA CÔNG
1. Phân tích chức năng làm việc của chi tiết.
Trục vít là một chi tiết rất quan trong của nhiều chi tiết máy trong ngành
cơ khí chế tạo...
- 31
- 1.2K
- 4


- đồ án chế tạo máy chi tiết gối đỡ
- đồ án chế tạo máy chi tiết dạng hộp
- đồ án chế tạo máy chi tiết dạng càng
- đồ án công nghệ chế tạo máy chi tiết đai ốc nối
- đô án môn học công nghệ chế tạo máy chi tiết khối v
- đô án môn học công nghệ chế tạo máy chi tiết khối v kẹp chặt
- do an cong nghe che tao may chi tiet nap
- đồ án môn học công nghệ chế tạo máy chi tiết dạng bạc
- do an che tao may chi tiet dang truc
Tìm thêm:
- hệ việt nam nhật bản và sức hấp dẫn của tiếng nhật tại việt nam
- xác định các mục tiêu của chương trình
- xác định các nguyên tắc biên soạn
- khảo sát các chuẩn giảng dạy tiếng nhật từ góc độ lí thuyết và thực tiễn
- khảo sát chương trình đào tạo của các đơn vị đào tạo tại nhật bản
- khảo sát chương trình đào tạo gắn với các giáo trình cụ thể
- xác định thời lượng học về mặt lí thuyết và thực tế
- tiến hành xây dựng chương trình đào tạo dành cho đối tượng không chuyên ngữ tại việt nam
- điều tra đối với đối tượng giảng viên và đối tượng quản lí
- điều tra với đối tượng sinh viên học tiếng nhật không chuyên ngữ1
- khảo sát thực tế giảng dạy tiếng nhật không chuyên ngữ tại việt nam
- khảo sát các chương trình đào tạo theo những bộ giáo trình tiêu biểu
- nội dung cụ thể cho từng kĩ năng ở từng cấp độ
- xác định mức độ đáp ứng về văn hoá và chuyên môn trong ct
- phát huy những thành tựu công nghệ mới nhất được áp dụng vào công tác dạy và học ngoại ngữ
- mở máy động cơ lồng sóc
- mở máy động cơ rôto dây quấn
- các đặc tính của động cơ điện không đồng bộ
- hệ số công suất cosp fi p2
- đặc tuyến hiệu suất h fi p2